精密板金加工のお見積り無料!
試作板金、難加工、薄もの、特殊材質・板厚など
困りごと解決します
精密板金加工の
お見積り無料!
試作板金、難加工、薄もの、特殊材質・板厚など
困りごと解決します_
精密板金の加工精度・寸法公差へのこだわり
ケービックでは、要求仕様にある厳しい加工精度・寸法公差に応える精密板金加工を承っています。対応可能な寸法公差は、次の加工実績公差表を参考にご検討ください。

加工実績のある寸法公差
(板厚:0.2~3.2対象)
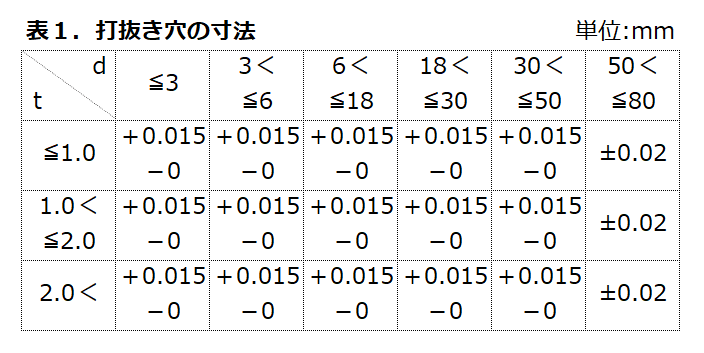
- 丸打ち抜き穴の場合、φ30mm以下で±0.015mm
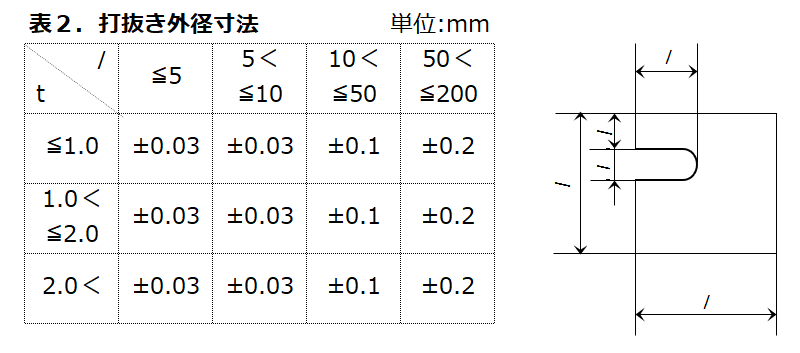
- 長丸や長角穴の場合、φ10mm以下で±0.03mm
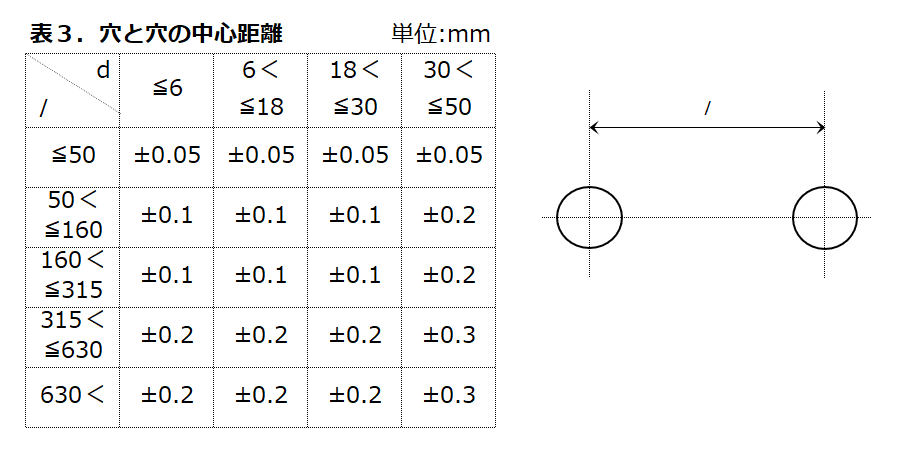
- 穴と穴の中心距離は、50mm以下で±0.05mm
- 曲げ位置や曲げ高さは、±0.05mm、曲げ角度は±0.1度
※あくまで過去加工実績のある公差になり、材質や形状で加工精度が対応できないものがございます。必要のない部分に公差指定があったり、必要以上の公差指定をされる場合はコストアップの要因になります。
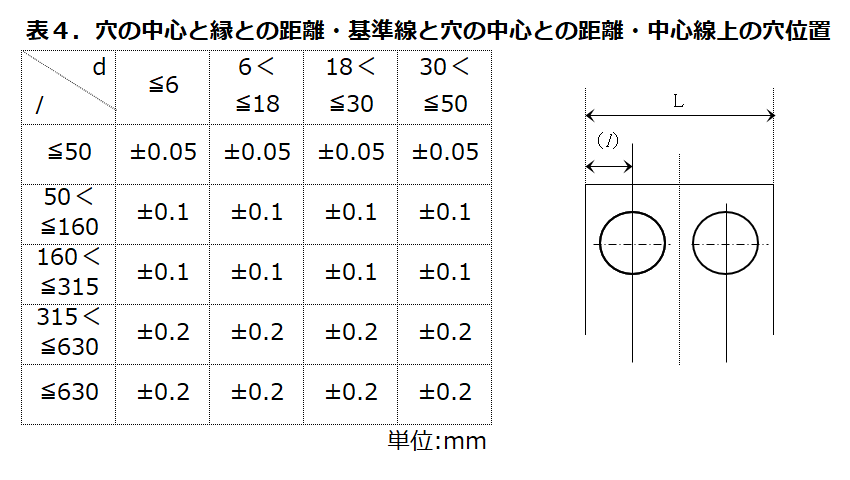
加工実績公差表・寸法許容差
※t=板厚、d=ɸ、l=長さ
打抜き穴の寸法の許容差
打抜き外径寸法の許容差
穴と穴の中心距離の許容差
穴の中心と縁との距離・基準線と穴の中心との距離・中心線上の穴位置の許容差
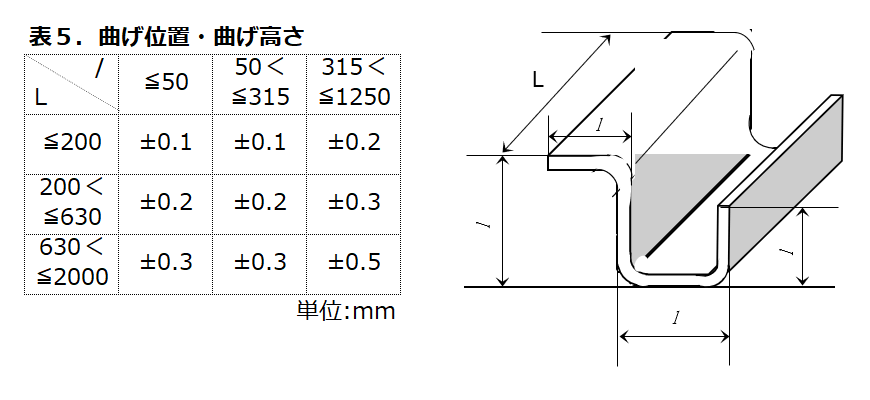
曲げ位置・曲げ高さの許容差
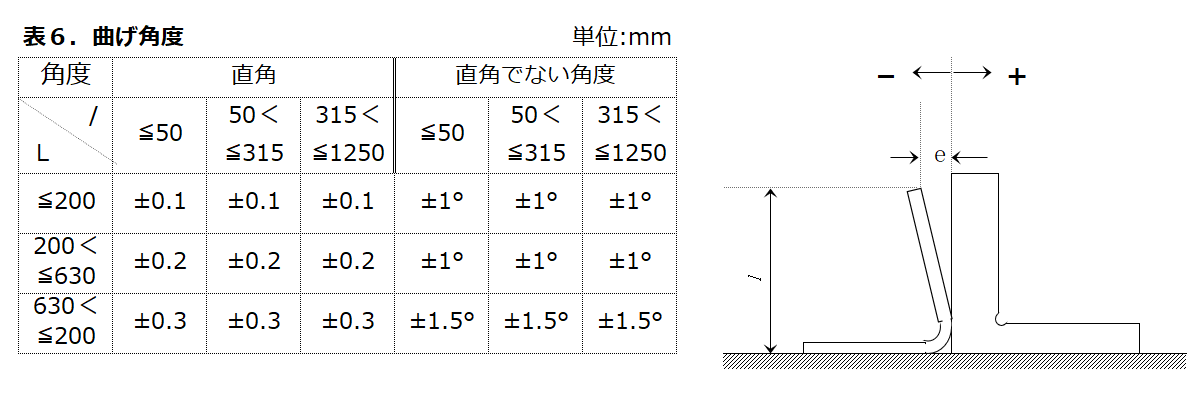
曲げ角度の許容差
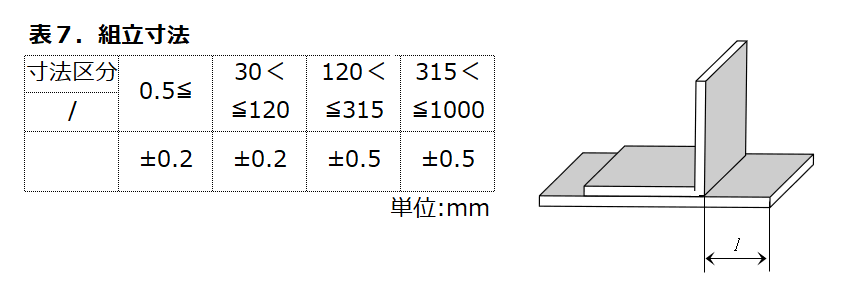
組立寸法の許容差
対応実績のある地域・エリア
ケービックは本社・工場を滋賀県栗東市に置いているため、関西(滋賀県、大阪府、兵庫県、京都府、奈良県、和歌山県)を中心に、東海圏(三重県、名古屋市)、東京都といった地域での対応実績があります。対応可能な地域については、お気軽にご相談ください!
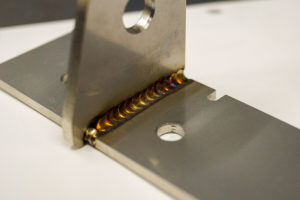
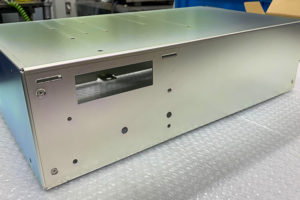
難加工、高精度、特殊材料など精密板金加工例
ケービックが得意とする、薄もの、難加工、高精度な寸法公差、特殊材料の要求仕様など、精密板金の加工サンプルをご紹介します。




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
難加工、高精度、特殊材料など精密板金加工例
ケービックが得意とする、薄もの、難加工、高精度な寸法公差、特殊材料の要求仕様など、精密板金の加工サンプルをご紹介します。
無料お見積り依頼フォーム
お見積り依頼は下記フォームからお願いいたします。